
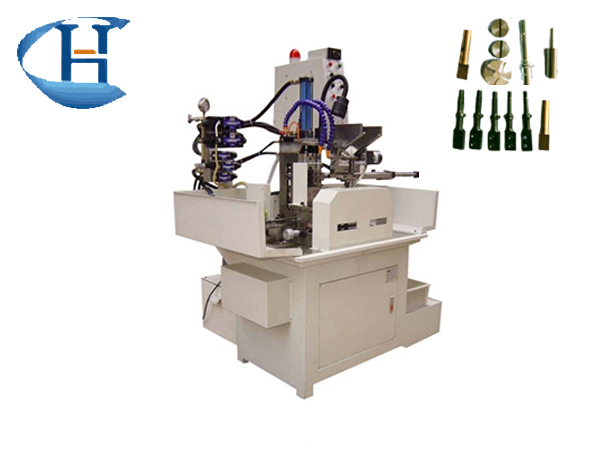

自动铣扁机生产行业的厂家约有几十家。早期以台湾日本为主,所以用户群主要是外资企业,大陆企业用户不多,铣扁的利益也较高。
随着中国大陆经济的发展,铣扁机越来越受到广大用户的喜爱,于是铣扁机的生产技术外传,派生了越来越多的铣扁机生产厂家,而这些厂家生产的铣扁机都会留下序列及序列铣扁机的影子,同时,这些厂家的铣扁机也在原有技术上进行了改进,进而适应了中国市场的本地生产降低成本更人性化的需求。
但因为技术门坎不高,生产的厂家越来越多,各厂家的技术又参次不齐,最终导致现在拼单价的局面,一家单价更比一家低。往往一家采购商同时比较三家或多家单价后直接决定供应商。这样就造成了有技术的厂家生产的好产品销不出去,没技术的厂家生产的劣质产品畅销,同时也使市场误读了铣扁机的质量。
自动铣扁机的生产环节分为采购、生产、装配、测试。采购的原材料品质优劣,是决定机器精度及耐用度的根本原因;生产工艺及装配技术是保证机器精度及耐用度的决定因素,测试是检测设备的一种方法。铣扁机的机架整个行业都是外协加工的,材料的厚薄,烤漆的工艺直接决定了机架生产的成本。铣扁机的导轨粗加工都是外协加工完成的,精加工部分厂家(没有生产设备及加工技术人员)是外协加工完成,部分厂家(有生产设备及加工技术人员)是自已加工完成的 。导轨原材料部分是普通铸铁,未经退火调质材质疏松分布不均,气孔众多;部分是优质耐磨铸铁,材质致密,经退火调质处理,材质分布均匀,无气孔,原材料单价每公斤单价相差约三分之一到四分之一。
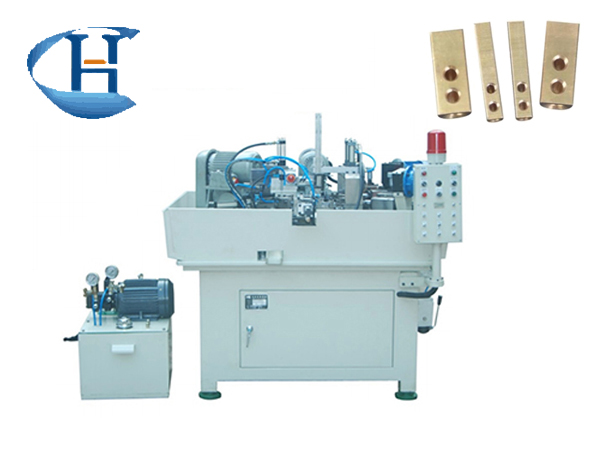
其他部分配件应用进口优质钢材的,有些厂家用国产劣质钢材做替代品,原材料单价相差几十元每公斤。导轨的生产工艺直接决定了机器精度,正确的工艺在导轨磨好后要用人工做手工修配研磨,使导轨配合紧密,以保证运行精度,但需要花费大量人工,但有些厂家为了省工降低成本,直接配镶条,用螺丝顶紧镶条,在一般切削量情况下,不易发现,如果切削量稍大时或精度要求较高时就很容易识别出导轨的优劣来。装配工艺也对机器质量有较大影响,目前整个行业都没有解决刀轴高速旋转发热的问题,且刀轴旋转时,黄油都会飞溅出来,特别是吉钻精机系列铣扁机。
刀轴的磨制整个行业都是外协加工,刀轴座的加工也是外协加工,加工质量真不敢恭维,经常碰到同轴度不达标,锥度大,轴肩垂直度不够或轴肩没清角的情况。轴承及电器及液压配件的使用也是导至成本不相同的一大主因。
