

东莞市金亿自动化设备有限公司是一家专注于五金行业加工设备研发制造企业为客户提供一整套五金加工解决方案及相关配套设施,主要产品包括:自动铣扁机、自动铣槽机、数控铣扁机、自动钻孔机、钻孔攻牙机、 圆盘机、多工位转盘机、多工位组合机、伺服分度机、数据钻铣机、 铣扁机系列等多个系列几十余种工业设备及其配套产品。
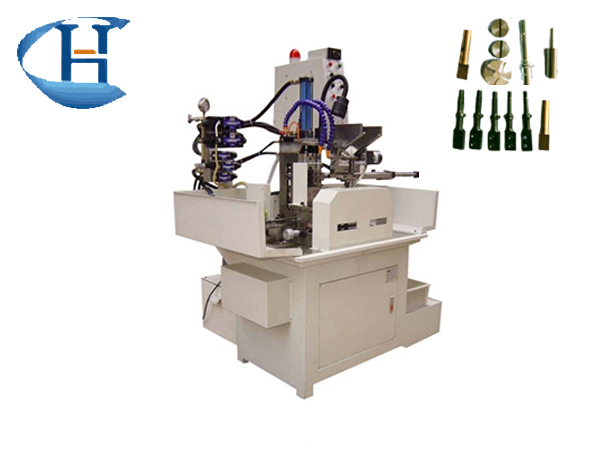
广泛应用于五金零件二次加工,轴类行业、电子电路、集成电路、仪器仪表、印制电路、计算机制造、手机通讯、汽车配件、专业器械、建筑建材、服装服饰、 灯光配件、金银首饰、工艺礼品、印刷制版等行业两轴自动铣槽机和三轴自动铣槽机常见问题处理方法:。
1)下料槽卡料:材料不干净,有披风,下料槽要冲油; 2)正面送料时,产品退一半,没有退出:磨掉正面送料装置框框的厚度;
3)加工时铣扁有长有短:检查送料杆是否变形及检查刀座; 4)产品有夹伤;动力油箱压力调大了; 5)产品有亮印:夹鄂采用慢走丝; 6)夹具断螺丝:动力油箱压力调小,建议换成不锈钢螺丝或夹具孔由M5改成M6;
7)主轴回升慢:调动力油箱压力; 8)主轴往下掉:机器启动,若主轴可以用手压下去往下滑,说明密封圈磨损;若主轴不可以用手压下去,从上往下第2个电磁阀坏了; 9)退料杆不回:退料电磁阀坏了; 10)送料偏,不进夹鄂,导致经常断电:检查四角条是否做大了;
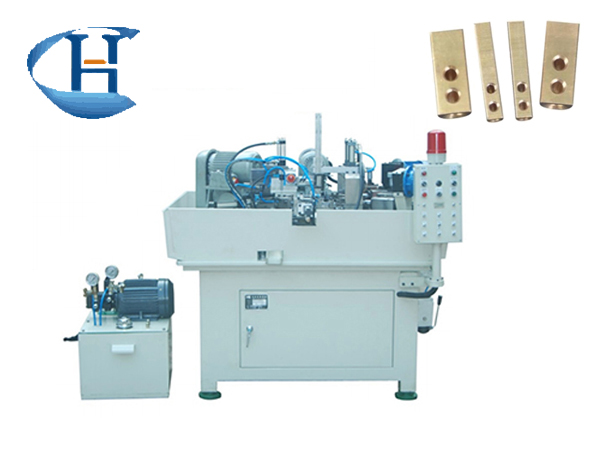
11)90度横铣尺寸不稳定:把90度刀座轴承调紧 本公司专业设计制造CNC数控车床、自动车床、压铸件、冲压件产品后工续的精密加工,如单、双扁、剖槽(平行切削,十字切削),钻孔攻牙(角度可调),铣四方,铣六角,绞孔,倒角,缩口等,多道工序一次性完成,新开发研制多工位圆盘机,便得效率翻倍增涨,及大的解决用工成本高,生产效能低的二次加工工业制造情况,用实力赢得了市场的青睐。
